

线切割加工实数看似非常简单的一件事,但是是非常考验操作师傅的实力的一件事情。就像蛋炒饭是厨师的入门必修课一样。因为线切割用的电极丝是有直径的,在加工中钼丝的状态,参数等各方面的因素会导致加工与图纸有偏差,所以需要线切割老师傅凭借经验去操作。
下面简单的原理与教程叫大家简单的去理解线切割如何加工实数。首先我们举个例子,例如图纸要求我们加工一个标准实数的八角。
那么我们需要在画好图形后生成加工参数。以autocut操作系统为例,生成参数的时候我们需要输入偏移方向,偏移量。由于钼丝有直径,我们根据切割外形还是内孔选择钼丝的偏移方向,使切割面不是以钼丝的中心为基准,而是切割的表面。
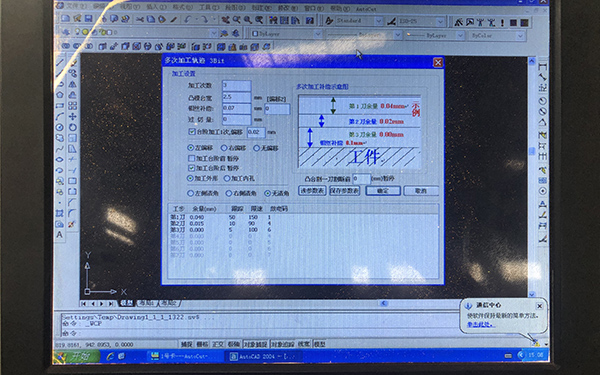
一般来说偏移量是钼丝补偿加上火花位,钼丝补偿量就是钼丝的半径,就是让切割基准由钼丝正中偏移到钼丝表面,这样就不会造成切割不到位或过切。火花位根据电流大小以及加工的材料,一般留0.5丝到2个丝左右。

所以为了切割好工件,我们可以先通过与工件材质相同的废料试切割。确定好参数后,在通过测量钼丝直径打好补偿。这样就可以加工出比较接近实数的工件了。
以上就是线切割怎样加工实数图文教程,小伙伴们学会了嘛。接下来小编向大家推荐一款大铁DK系列极速线切割机床,稳定加工效率12000mm2/h,三年内下降不超过5%,并且上一次钼丝可加工40万方。想了解的小伙伴点击下方图片,或者直接联系大铁24小时咨询热线18924551991,期待您的垂询!

