

线切割机床调垂直,一般来说是指调钼丝与工件之间的垂直。在调垂直之前我们首先需要一个校直块,校直块我们可以买,也可以自己用线切割机床割一个。
首先我们先在按下碰丝键。以大铁数控线切割机床为例子,按了碰丝建议后,变频器会降低钼丝转速,自动开高频并减小电流。然后我们将校直块放在工件上,要注意校直块另一面需要凸出工件一些,防止将工件割伤。

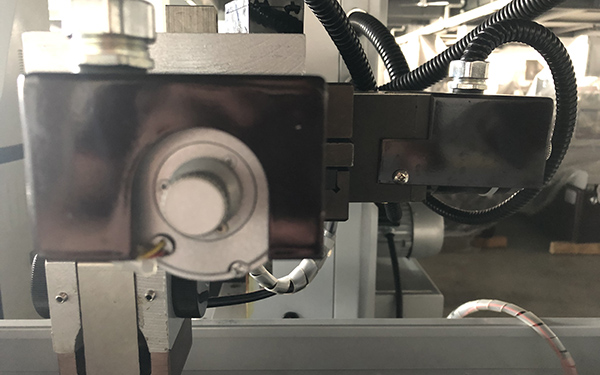
然后我们先调节其中一个轴的垂直,例如Y轴,移动Y轴使钼丝触碰校直块,然后观察校直块上的火花,看看是否均匀分布。
假如不是我们可以通过调节锥度头使火花均匀分布。调至万Y轴再调直X轴,然后来回检查两条轴都调节完后,钼丝在两个方向上都是均匀分布的。
上面的方法是当我们没有上眼膜时候的方法。假如上了眼膜就不能在去调锥度头了的。因为眼膜的导向孔比较小。以大铁数控标准眼膜举例:它内部是含有陶瓷,红宝石等贵重成分,导向孔只有0.192的直径。假如调锥度头,很容易将钼丝还有眼膜拉伤。

调节装有眼膜的线切割机床垂直,首先我们要按照上面方法,调节不装眼膜时,钼丝与工件的垂直,这个时候要通过肉眼观察使钼丝在出水板的中间。然后安装下眼膜,通过调节水板位置使钼丝垂直。然后再安装上眼膜,同样通过调节水板位置,这个时候只要装上眼膜,决对不能在移动锥度头了。
最后通过检查两条轴的垂直,钼丝垂直就校好了。
以上就是线切割机床怎么调垂直,线切割机床调垂直图文教程,小伙伴们学会了嘛。接下来小编向大家推荐一款大铁DK系列极速线切割机床,稳定加工效率12000mm2/h,三年内下降不超过5%,并且上一次钼丝可加工40万方。想了解的小伙伴点击下方图片,或者直接联系大铁24小时咨询热线18924551991,期待您的垂询!

